円筒ハニカムコア構造を3Dプリントするには?
WebデモやPythonで設計した円筒ハニカムコアを、実際に3Dプリンタで出力するための手順書。
① ジオメトリ生成 → ② STL出力 → ③ スライサ設定 → ④ 造形と後処理 までをざっくり整理します。
目次
3Dプリント全体フロー
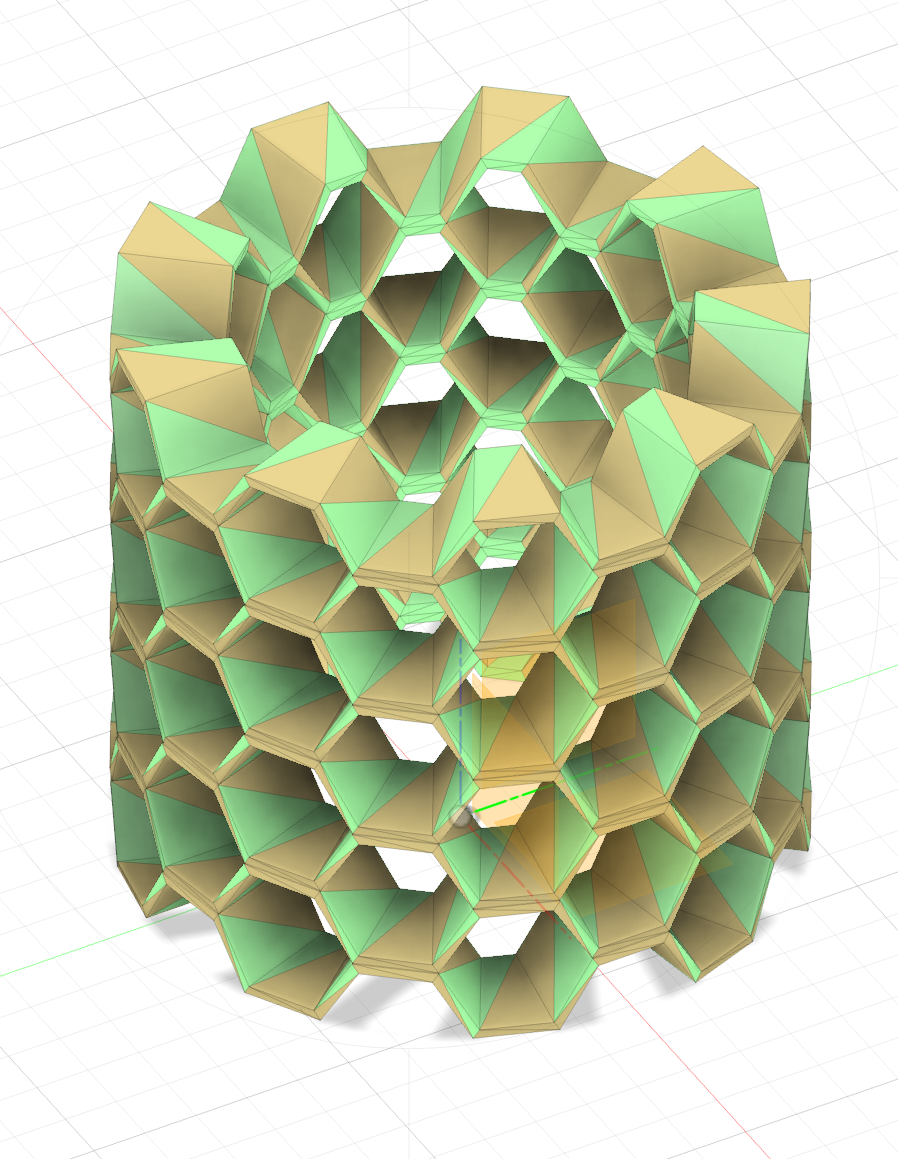
- 設計・ジオメトリ生成
Pythonコードで円筒ハニカムコアの頂点座標を計算し、ポリゴンメッシュを構築。 - STL出力
生成したメッシュを.stlとしてエクスポート。 - スライサ設定
Cura / PrusaSlicer などでレイヤ高さ、壁数、インフィルなどを設定。 - 造形
プリンタにG-codeを送り、実際に造形。 - 後処理・評価
サポート除去・サンディングなどを行い、剛性や変形挙動を観察・評価。
円筒ハニカムは「薄肉」「細かいセル」になりがちなので、
- ノズル径と壁厚の関係
- レイヤ高さ(z解像度)
- サポートの有無
1. PythonからSTLを生成する
まずは 理論ページ で導出した 頂点座標(A, B, C, D を回転コピーしたリング)から、3Dメッシュを作ります。
代表的な方法は、Pythonで trimesh や numpy-stl を使って三角形メッシュを組むやり方です。
# 擬似コード(イメージ)
import numpy as np
import trimesh
# ここで 3D の頂点配列 vertices (N×3) と
# 各面の頂点インデックス faces (M×3) を作る
vertices = ...
faces = ...
mesh = trimesh.Trimesh(vertices=vertices, faces=faces)
mesh.export("cylindrical_honeycomb_core.stl")※ 実際のコードは GitHub リポジトリ側に置いておき、ここでは考え方だけを解説する構成でもOK。
メッシュ構築の考え方
- 2Dリング(台形リング)を z=0, z=h など高さ方向に複製
- 側面を「長方形→三角形2枚」に分割して faces を作る
- 壁厚 t を持たせたい場合は、内側/外側の2枚殻を作ってブーリアン演算

1-2. ブラウザ上でSTLを生成する(円筒ハニカムコア構造 STL ジェネレータ)
ローカルにPython環境を用意しなくても、このページ内から直接
円筒ハニカムコア構造のSTLファイルを生成できます。
※ うまく表示されない場合や別タブで使いたい場合は、
こちらから直接 home.html を開いてください
。
2. スライサ設定の例
出力した .stl をスライサ(例:Ultimaker Cura / PrusaSlicer / ideaMaker 等)に読み込み、
造形条件を決めます。ここでは一例として PLA 材での基本設定をメモ。
- ノズル径:0.4 mm(セル壁厚と合わせる)
- レイヤ高さ:0.15〜0.2 mm
- 壁ライン数:2〜3本(剛性が欲しい場合は厚め)
- トップ/ボトム:必要に応じて0〜数層
- インフィル:基本 0%(セル構造自体がインフィル)
- 印刷速度:40〜60 mm/s 程度
- サポート材:原則オフ(必要なら一部オン)
注意ポイント
- セル壁がノズル径より細いと、スライサ側で線が消えることがある。
- 「壁の最小線幅」や「Thin Wall 設定」を確認しておくと吉。
- 円筒の軸方向をZ方向にするかXY平面に寝かせるかで、剛性の方向性が変わる。
3. 造形時の工夫
造形方向の選び方
円筒ハニカムコアは、軸方向の荷重を想定していることが多いです。
- 軸方向を Z に向けると、層間剥離の影響を受けやすいが形状はわかりやすい。
- 軸方向を XY 平面内に寝かせると、層間剥離に強くなるがサポートが増えることも。
ベッド密着性
- ブリムやスカートを有効にして、細い壁がベッドから剥がれないようにする。
- ベッド温度、初層速度、ファン設定も確認(PLAならファンON、初層は遅めなど)。
材料の選択
- 最初は PLA で試作→形状確認。
- 耐熱性や靭性が欲しい場合は PETG やナイロンも検討。
4. 後処理と評価
造形後はサポート除去・サンディングなどの軽い後処理を行い、変形しないよう注意しながら評価を行います。
- サポート除去はペンチ・ニッパ・デザインナイフなどで慎重に。
- 必要に応じて端部を平面出しして治具に固定しやすくする。
- 剛性評価では「荷重−変位曲線」や座屈モードを観察。
簡易評価の例
卓上でできる範囲の簡易評価の例:
- 一定荷重(おもり)を載せたときの変位をノギスやゲージで測る。
- スマホ動画+画像解析で曲げ・ねじり変形を追う。
トラブルシューティング例
壁が途中で途切れる / 穴だらけになる
- ノズル径より細い壁になっていないか確認(l, t の見直し)。
- スライサで「Thin Wall」を有効にする。
- 壁ライン数を増やす・押出量を微調整する。
円筒が楕円っぽく歪む
- プリンタのXY方向のキャリブレーションを確認。
- ベルトテンション・ガタをチェック。
- ベッド密着性を高めて、造形途中で反り返らないようにする。
層間で割れやすい
- 造形方向を検討し直す(軸方向と層の向き)。
- ノズル温度を少し上げる・冷却ファンを弱める。
- 材料を変更(PLA→PETGなど)。